Systemtechnik
TOX® PRESSTOECHNIK verfügt über das umfassende Know-how in der Stanztechnologie - von einfachen Stanzpressen, bis hin zu hochtechnisierten Stanzsystemen.
Möchten Sie geschlossene und offene Schnitte, Formschnitte, einzelne oder mehrere Stanzlöcher oder Stanzen, Durchstellen und Kalibrieren in einem Hub?
Ob Blech, Kunststoff, Pappe, Textilien oder Folien – TOX® PRESSOTECHNIK strebt individuelle Lösungen an, die gemeinsam mit den Kunden erarbeitet werden.
Für diese kundenindividuellen Anwendungsfälle werden spezifische Lösungen aus den standardisierten Komponenten unseres Baukastensystems zusammengestellt:
- Mehrere Antriebsarten: pneumatisch, hydraulisch, pneumo-hydraulisch und elektromechanisch
- Für stationäre, robotergeführte oder maschinelle Anwendungen
- C-Bügel in verschiedenen Ausladungen, Weiten, Kraftbereichen, Öffnungen
- C-Bügel mit oder ohne Führung im Bügelgrund
- Werkzeuge für diverse Formen
- Steuerungen
- Stanzbutzenabsaugung
- Freifahrschlitten
- Werkzeugkupplungen
- Sensorik
- Und weitere Zusatzkomponenten, wie Rundtaktische, Bauteilabfragen und Sicherheitseinrichtungen
Die benötigte Stanztechnologie wird in der TOX®-eigenen Entwicklung, der Konstruktion und dem Labor in Kooperation konstruiert, getestet und geprüft. Die Fertigung und Montage findet ebenfalls am Hauptsitz in Weingarten statt. Unterstützung bei der Inbetriebnahme sowie weiterführende Schulungen sind auf Wunsch möglich.
Unser Qualitätsdenken bietet Ihnen größten Mehrwert in der Ausführung der Stanzsystemtechnik, bei Stanzanlagen -sowie Stanzmaschinen.
- saubere Schnittkanten
- präzise Werkzeugführung
- kleinster Bauraum durch integrierte Schnittschlagdämpfung
- schnell und geräuscharm
- optimales Abfallmanagement
TOX®-Stanz-Systeme
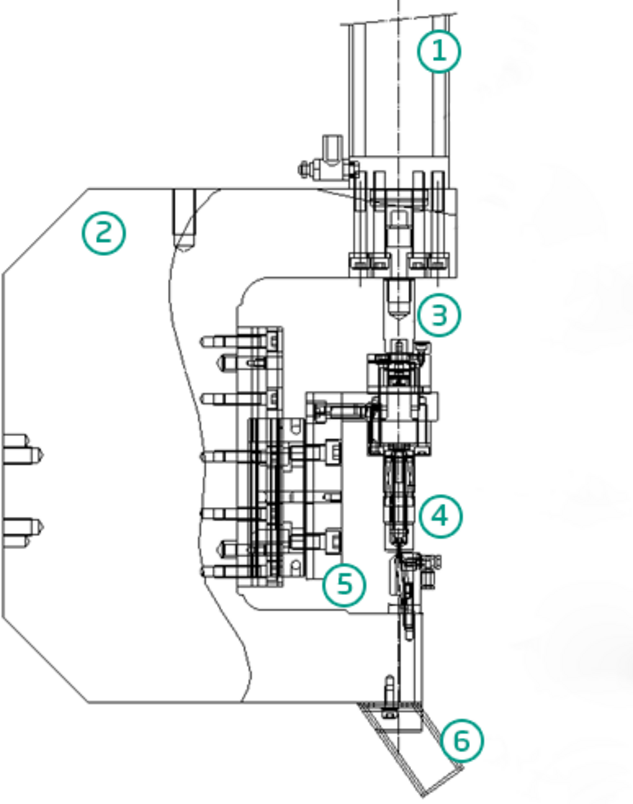
Das Baukastensystem von TOX® PRESSOTECHNIK ermöglicht Komplettlösungen für nahezu jede Stanzanwendung.
Durch die Auswahl der passenden Komponenten wird das ideale System für eine spezifische Anwendung zusammengestellt. Die Komponenten bilden dabei die Basis für Ihre Anforderung:
4
Stanzwerkzeugsatz bestehend aus Stempel und Matrize
5
Stößel mit Führungsschiene und Führungswagen
6
Ableitung der Stanzabfälle
Referenzprojekte
Stanzen von Stoßdämpfern
Die Anlage ist speziell für zwei Stanzvorgänge auf einem Stoßdämpfer konzipiert. Für das Werkstück werden 8 Löcher auf der linken und rechten Seite (4 Löcher für jede Seite) innerhalb einer Taktzeit gestanzt. Zum Einsatz kommen dabei zwei, gleichzeitig arbeitende TOX®-Pressen, die jeweils vom Druckübersetzer X-ES mit TOX®-Hydraulikzylinder HZL angetrieben werden. Der Prozess wird über die kundenseitige SPS gesteuert, wodurch die Integration in die Montagelinie optimal gelingt.
Mit geringen Aufprallkräften und der Möglichkeit, den Krafthub automatisch zu aktivieren, eignen sich TOX®-Kraftpakete optimal für das Stanzen der Stoßdämpfer.
Technische Daten:
- Max. Presskraft: 317.3 kN
- Gesamthub: 200 mm
Stanzen von Autotüren
Für das effiziente Lochstanzen von Autotüren, wurde eine individuelle Kundenlösung entwickelt. Angetrieben von vier TOX®-Kraftpaketen vom Typ Q-K, werden in einem Stanzvorgang insgesamt 12 Löcher an 4 Autotüren gesetzt. Nach manueller Beladung, wird die Anlage über den Zweihandtaster gestartet. Durch die vier integrierten Sicherheitssteuerungen vom Typ ST ES wird das System bedient, während der Rückhub mithilfe eines Druchschalters geregelt wird.
Technische Daten:
- Max. Presskraft: 12.6 kN
- Gesamthub: 170 mm
- Krafthub: 12 mm
Stanzen von Seitenwänden

| Die robotergeführte Stanzzange und die zu bearbeitende Seitenwand |

| Der Stempel der Stanzzange |

| Die Matrize der Stanzzange |
NEXT
NEXT
Um einen effizienten, robotergeführten Stanzvorgang zu gewährleisten wurde eigens dafür eine Anlage entwickelt. Der Anwendungsfall bezog sich auf das Stanzen einer Seitenwand im Automotive-Sektor. Die Roboterzange wurde mit dem TOX®-Kraftpaket von Typ Q-K bestückt, dessen Pneumatik über ein "in-position"-Signal der kundenseitigen SPS gesteuert wird. Mit jedem Stanzvorgang wird ein Loch von 6 mm Durchmesser und einer Taktzeit von ca. 5 Sekunden gesetzt. Als Sicherheitssteuerung kommt der Typ ST ES zum Einsatz.
Technische Daten:
- Max. Presskraft: 16.3 kN
- Gesamthub: 100 mm
- Krafthub: 15 mm
Stanzen von Dacheinheiten
Diese Anwendung im Automotive-Bereich erforderte besonders hohe Presskräfte und eine großen Werkzeugraum. Um vollständige Dacheinheiten zu Stanzen, wurde eine kundenindividuelle Anlage konzipiert. Die Basis bildet ein TOX®-Universal-Untergestell und eine 4-Säulen-Presse der Baureihe MAG mit einem Werkzeugeinbauraum von 2.880 mm. Als Antriebe fungieren zwei pneumohydraulische TOX®-Kraftpakete vom Typ EKSD, die zusammen ca. 2.000 kN Presskraft (pro Zylinder max. 964 kN) erzeugen. Die Steuerung wurde mit allen erforderlichen und Bus-fähigen Anschlüssen ausgerüstet, um das Pressensystem mittels Belade- und Entnahmerobotern vollautomatisch betreiben zu können. Die Integration in eine automatisierte Fertigungslinie ist dadurch ohne weiteres zu bewerkstelligen. Das Multifunktions-Stanzwerkzeug im Inneren, beinhaltet ein Oberwerkzeug mit 26 Stanzmessern und ein Unterwerkzeug mit 26 Matrizen, welches bei Bedarf komplett Aus- und Umgerüstet werden kann. Sämtliche Stanzoperationen werden in einem Hub ausgeführt, wodurch eine hohe Fertigungs-Genauigkeit gewährleistet werden kann.
Technische Daten:
- Max. Presskraft: 2.000 kN
- Gesamthub: 350 mm
- Krafthub: 6 mm
- Werkzeugeinbauraum: 2.880 mm
Stanztechnologie
Das Zerteilen oder Stanzen ist nach DIN 8588 das spanlose mechanische Trennen von Werkstücken mit Hilfe von Schneidkanten. Mit diesem Verfahren lassen sich in kurzer Zeit große Mengen von präzisen und komplizierten Werkstücken aus Metall oder anderen Werkstoffen herstellen.
Zum Einsatz kommt das Verfahren unter anderem bei der Weiterverarbeitung von Halbzeugen wie Blechen, Halbfertigteilen aus der Automobilindustrie oder auch Kunststoffteilen aus der Weißwarenindustrie.
Hauptgruppen des Stanzens
Zerteilen durch Messer-, Beiß- und Scherschneiden
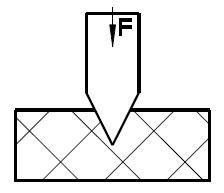
Das Zerteilen durch Messerschneiden ist dadurch gekennzeichnet, dass eine keilförmige Schneide in den Werkstoff eindringt und ihn auseinanderdrängt. Messerschneiden wird vornehmlich zur Bearbeitung von weichen Werkstoffen und zum Beschneiden eingesetzt.
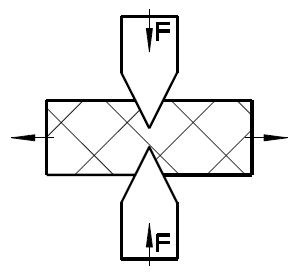
Im Gegensatz zum Messerschneiden dringen beim Beißschneiden zwei keilförmige Schneiden in den Werkstoff ein. Das Abknipsen mit einer Zange zählt beispielsweise zu dieser Art des Zerteilens.
Auch das Beißschneiden wird vornehmlich zur Bearbeitung von weichen Werkstoffen und zum Beschneiden eingesetzt.
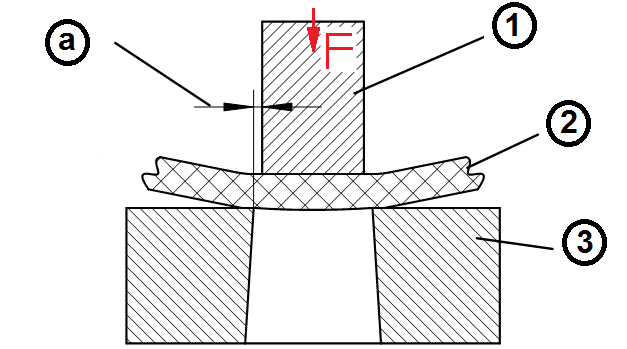
[1] Stempel
[2] Bauteil
[3] Matrize
[a] Schneidspalt
[F] Kraft
Das Scherschneiden ist das in der Industrie am häufigsten angewandte Verfahren, da es sehr produktiv ist und somit eine große wirtschaftliche Bedeutung hat. Beim Scherschneiden bewegen sich zwei Schneidkeile aneinander vorbei. Die Werkstoffteilchen der Schnittfläche werden gegeneinander verschoben. Dieser Prozess wird in drei Phasen vollzogen:
- elastisches Durchbiegen
- plastisches Fließen
- Rissbildung
Durch die aufgebrachte Schneidkraft biegt sich das Blech elastisch durch, wird dann plastisch verformt und beginnt zu fließen. Schließlich bilden sich Risse und der Werkstoff bricht, schert also ab. Beim Scherschneiden unterscheidet man grundsätzlich zwischen dem offenen und dem geschlossenen Schnitt. Ein offener Schnitt ist beispielsweise das Abschneiden eines Blechstreifens (wie mit einer Schere). Liegt die gesamte Schnittlinie innerhalb des Werkstücks, so handelt es sich um einen geschlossenen Schnitt. Ein Beispiel hierzu ist das Stanzen eines Lochs in einem Werkstück.
Schneidspalt
Der richtige Schneidspalt ist Voraussetzung für eine optimale Scherwirkung, hohe Schnittqualität und hohe Standzeiten der Werkzeuge. Der erforderliche Schneidspalt ist vor allem abhängig von der Scherfestigkeit und Blechdicke.
Ablauf eines Stanzvorgangs
1
Das Werkzeug ist in einer Presse oder einem Stanzbügel eingebaut.
2
Das Oberwerkzeug mit dem Schneidstempel wird vom Antrieb in Richtung Bauteil bewegt.
3
Der gefederte Abstreifer sitzt auf dem Bauteil auf, die Federn werden zusammengedrückt.
4
Der Schneidstempel sitzt auf und der Antrieb entwickelt weiter Kraft.
5
Der Schneidstempel dringt ins Blech ein (bei einem optimalen Schneidspalt 1/3 tief).
6
Der Stanzbutzen bricht durch die Matrize. Dadurch entspannt sich das Antriebssystem schlagartig. Dieses Entspannen nennt man auch Schnittschlag.
7
Der Stanzbutzen wird abgeleitet.
Eine gute Schneidqualität des Werkzeugs ist abhängig von:
- der Art der Werkzeugführung,
- der Schneidspaltgröße und
- der Art der Beschichtung der Schneidelemente.
Die konstruktive Gestaltung und die Arbeitsweise eines Schneidwerkzeugs haben einen entscheidenden Einfluss auf das Arbeitsergebnis. Man unterscheidet es unter anderem nach der Art seiner Führung. Es gibt drei wesentliche Führungsarten von Schneidwerkzeugen:
- Freischneidwerkzeuge
- Plattengeführte Werkzeuge
- Säulengeführte Werkzeuge oder auch geführte Oberwerkzeuge (Stößel durch Führungsschiene/Führungswagen geführt)
Auslegung einer Stanzmaschine
Zur Definition des Systems ist die Berechnung der Schneidkraft notwendig.
Fs= ls * s * ks
Fs = Schneidkraft
ls = Schnittlinienlänge
s = Blechdicke/Materialstärke
ks = Scherfestigkeit (ca. 0,8 x Rm)
Rm = Zugfestigkeit des zu schneidenden Werkstoffs
Für die Auslegung der Zange oder des Werkzeugs ist außerdem eine Sicherheit von ca. 20 % zu berücksichtigen.
Durch schräggeschliffene Schneidkanten kann die Schneidkraft wesentlich verringert werden.